Il latte magro in polvere, un derivato del latte vaccino disidratato e privato della sua acqua, rappresenta un ingrediente versatile ampiamente utilizzato in diverse applicazioni alimentari. Spesso associato erroneamente esclusivamente all'alimentazione infantile, il latte magro in polvere vanta una gamma di utilizzi che si estende ben oltre, servendo sia neonati che adulti con differenti formulazioni. La sua produzione si basa sulla rimozione dell'acqua dal latte scremato, un processo che ne concentra i nutrienti e ne prolunga la conservabilità, rendendolo una soluzione pratica ed efficiente per l'industria alimentare e per il consumatore finale.
Tipologie e Composizione del Latte in Polvere
Il mercato offre diverse tipologie di latte in polvere, classificate principalmente in base al loro contenuto di materia grassa. Queste categorie sono definite da normative specifiche, come quelle previste dalla legge italiana, che stabiliscono i parametri precisi per ciascun tipo.
- Latte Intero in Polvere: Caratterizzato da un contenuto di materia grassa intorno al 26%, mantiene un profilo nutrizionale più completo, simile al latte fresco intero.
- Latte Parzialmente Scremato in Polvere: Si colloca in una fascia intermedia, con un contenuto di grassi compreso tra il 13% e il 17%. Questa tipologia offre un compromesso tra gusto e leggerezza.
- Latte Magro in Polvere: Definito come avente un tenore di grasso non inferiore allo 0,5%, questo tipo è la scelta ideale per chi ricerca un prodotto a basso contenuto lipidico, pur beneficiando delle proprietà nutrizionali del latte. La "scheda tecnica" di un prodotto come l'Olvega latte magro in polvere si concentrerà proprio su questi parametri, dettagliando la composizione nutrizionale, le proprietà fisiche e chimiche, e le modalità d'uso.
Il Processo di Disidratazione del Latte
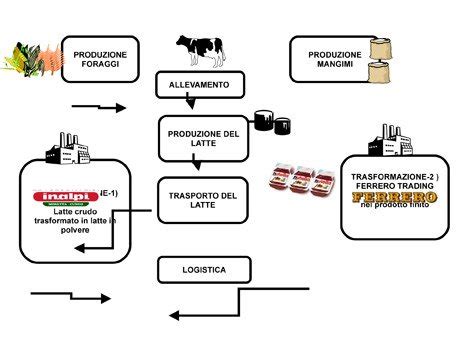
La trasformazione del latte liquido in polvere è un processo tecnologico sofisticato che mira a rimuovere la maggior parte dell'acqua presente, concentrando così i solidi del latte. Questo processo non solo facilita lo stoccaggio e il trasporto, ma contribuisce anche a una maggiore stabilità microbiologica del prodotto. I metodi principali impiegati per la disidratazione includono:
- Essiccazione a Spruzzo (Spray Drying): È il metodo più comune e diffuso. Il latte viene atomizzato in una camera di essiccazione dove incontra un flusso di aria calda. L'acqua evapora rapidamente, lasciando particelle fini di latte in polvere. Questo metodo preserva in larga misura le proprietà nutrizionali e organolettiche del latte.
- Essiccazione a Rullo (Roller Drying): Meno comune per il latte destinato al consumo diretto, questo metodo prevede il passaggio del latte su cilindri riscaldati che evaporano l'acqua. Può alterare leggermente le caratteristiche proteiche e lipidiche del latte.
La scelta del metodo di essiccazione influisce sulla solubilità, sulla densità e sul sapore del latte in polvere finale. Per il latte magro in polvere, l'obiettivo è preservare il più possibile il contenuto proteico e i minerali, minimizzando la componente lipidica.
Applicazioni del Latte Magro in Polvere
Le applicazioni del latte magro in polvere sono molteplici e spaziano dall'industria alimentare alla preparazione casalinga. La sua natura concentrata e la lunga conservabilità lo rendono un ingrediente prezioso.
- Industria Dolciaria e da Forno: Viene utilizzato per migliorare la consistenza, il colore e il sapore di biscotti, torte, pasticcini e altri prodotti da forno. Aggiunge un gusto lattiginoso e contribuisce alla doratura grazie alla presenza di zuccheri del latte (lattosio) e proteine.
- Prodotti Lattiero-Caseari: Può essere reidratato per produrre latte pastorizzato, yogurt, formaggi freschi o per arricchire la composizione di altri prodotti lattiero-caseari. Nel caso di formaggi, l'aggiunta di latte magro in polvere può aiutare a standardizzare il contenuto di solidi e proteine.
- Alimentazione Infantile: Come menzionato, esistono formulazioni specifiche di latte in polvere per neonati, spesso a base di latte scremato, adattate per soddisfare le esigenze nutrizionali dei più piccoli. Queste formulazioni sono attentamente bilanciate in termini di vitamine, minerali e altri nutrienti essenziali.
- Bevande: Può essere impiegato nella preparazione di bevande istantanee, caffè solubili, miscele per frullati e bevande proteiche, apportando cremosità e un profilo nutrizionale migliorato.
- Pasti Pronti e Zuppe: In alcune preparazioni, il latte magro in polvere può contribuire a migliorare la texture e il valore nutrizionale, agendo come addensante o agente legante.
La sua versatilità deriva dalla capacità di essere facilmente reidratato, permettendo di ottenere un prodotto con caratteristiche molto simili al latte liquido, ma con i vantaggi logistici della forma in polvere.
Benefici e Considerazioni Nutrizionali
Il latte magro in polvere conserva gran parte dei nutrienti essenziali del latte fresco, pur essendo privo della maggior parte dei grassi. Tra i principali benefici nutrizionali si annoverano:
- Alto contenuto proteico: Le proteine del latte sono di alta qualità, contenendo tutti gli amminoacidi essenziali. Sono importanti per la costruzione e la riparazione dei tessuti.
- Fonte di Calcio: Essenziale per la salute delle ossa e dei denti, il calcio è un minerale abbondante nel latte magro in polvere.
- Vitamine del gruppo B: Contiene diverse vitamine del gruppo B, come la riboflavina (B2) e la niacina (B3), che svolgono ruoli cruciali nel metabolismo energetico.
- Basso contenuto di grassi: La rimozione della maggior parte della materia grassa lo rende una scelta ideale per chi segue diete ipocaloriche o a basso contenuto di grassi saturi.
È importante notare che, a differenza del latte fortificato, il latte magro in polvere standard potrebbe avere un contenuto ridotto di vitamine liposolubili (A, D, E, K) a causa della rimozione del grasso. Tuttavia, le formulazioni specifiche, specialmente quelle destinate all'alimentazione infantile, vengono arricchite con queste vitamine per garantire un profilo nutrizionale completo.
Colazione: Il latte e le sue bevande sostitutive
Olvega Latte Magro in Polvere: Caratteristiche Specifiche
Quando si considera un prodotto specifico come l'Olvega latte magro in polvere, una "scheda tecnica" dettagliata fornirebbe informazioni cruciali per un uso ottimale. Questi dati includono tipicamente:
- Composizione Nutrizionale per 100g di Prodotto:
- Valore Energetico (kcal/kJ)
- Proteine (g)
- Carboidrati (g), di cui zuccheri (g)
- Grassi (g), di cui acidi grassi saturi (g)
- Fibre alimentari (g)
- Sale (g)
- Vitamine e Minerali (es. Calcio, Vitamina D, se aggiunta)
- Parametri Fisici:
- Umidità (%) - Indicativa della corretta essiccazione.
- Densità apparente (g/ml) - Importante per il dosaggio e lo stoccaggio.
- Granulometria - Influenza la solubilità.
- Parametri Chimici:
- Acidità - Indicativa della freschezza.
- Solubilità - Valutata in acqua a una determinata temperatura.
- Proprietà Microbiologiche:
- Conta batterica totale, lieviti e muffe, assenza di patogeni (es. Salmonella, E. coli).
- Modalità di Reintegro:
- Rapporto tra polvere e acqua per ottenere un latte con specifiche caratteristiche (es. equivalente a latte parzialmente scremato).
- Temperatura dell'acqua consigliata per una corretta solubilizzazione.
- Condizioni di Conservazione:
- Temperatura ideale, protezione da umidità e odori.
- Periodo di validità e modalità di conservazione dopo l'apertura.
- Origine e Processo Produttivo:
- Paese d'origine del latte.
- Eventuali certificazioni (es. biologico, senza OGM).
Questi dettagli permettono agli operatori del settore alimentare di integrare l'Olvega latte magro in polvere nei loro processi produttivi in modo efficiente e sicuro, garantendo la qualità e la consistenza del prodotto finito. Per il consumatore, una scheda tecnica chiara assicura una corretta reidratazione e un uso appropriato in cucina.
Considerazioni sulla Conservazione e l'Uso
La conservazione del latte magro in polvere è relativamente semplice grazie al suo basso contenuto di umidità. Tuttavia, è fondamentale seguire alcune linee guida per preservarne la qualità:
- Contenitore ermetico: Una volta aperto, il latte in polvere dovrebbe essere conservato in un contenitore ermetico per proteggerlo dall'umidità, dall'aria e dagli odori. L'umidità può causare la formazione di grumi e favorire la crescita microbica, compromettendo la qualità del prodotto.
- Ambiente fresco e asciutto: Conservare in un luogo fresco, asciutto e lontano da fonti di calore dirette o luce solare. La temperatura ideale si aggira intorno ai 15-20°C.
- Evitare contaminazioni: Assicurarsi che gli utensili utilizzati per prelevare la polvere siano puliti e asciutti per evitare contaminazioni incrociate.
La reidratazione è un altro aspetto chiave. Generalmente, si consiglia di utilizzare acqua a una temperatura specifica (spesso tiepida, intorno ai 40-50°C) per facilitare la completa solubilizzazione delle proteine e del lattosio, evitando la formazione di grumi e garantendo una distribuzione uniforme dei componenti. Le istruzioni sulla confezione o sulla scheda tecnica dovrebbero essere seguite attentamente per ottenere il risultato desiderato.
Impatto Ambientale e Sostenibilità
La produzione di latte in polvere, inclusa la variante magra, ha implicazioni ambientali legate all'allevamento del bestiame, al consumo di acqua e all'energia necessaria per il processo di disidratazione. Tuttavia, rispetto al latte liquido, il latte in polvere presenta alcuni vantaggi in termini di sostenibilità:
- Riduzione dei trasporti: Essendo più leggero e voluminoso, il trasporto del latte in polvere richiede meno energia e spazio rispetto al latte liquido, riducendo l'impronta di carbonio associata alla logistica.
- Minore spreco alimentare: La maggiore durata di conservazione del latte in polvere riduce il rischio di sprechi dovuti a deterioramento, sia a livello industriale che domestico.
- Utilizzo efficiente delle risorse: Concentrando i solidi del latte, si ottimizza l'uso delle materie prime.
Le aziende produttrici, come Olvega, sono sempre più attente a implementare pratiche sostenibili nei loro processi, dall'approvvigionamento del latte alla gestione energetica degli impianti di produzione, per minimizzare l'impatto ambientale complessivo. L'attenzione alla riduzione del consumo idrico e delle emissioni durante l'essiccazione sono aspetti cruciali in questo senso.
Innovazioni nel Settore del Latte in Polvere
Il settore del latte in polvere è in continua evoluzione, con innovazioni volte a migliorare la qualità, la funzionalità e la sostenibilità dei prodotti. Alcune delle tendenze emergenti includono:
- Tecniche di essiccazione avanzate: Sviluppo di metodi di essiccazione a bassa temperatura o assistiti per preservare ulteriormente i nutrienti termolabili e migliorare la solubilità.
- Arricchimento funzionale: Aggiunta di ingredienti funzionali come probiotici, prebiotici, fibre o ingredienti per migliorare le proprietà salutistiche, oltre alle vitamine e ai minerali già presenti.
- Sostenibilità del packaging: Ricerca di soluzioni di imballaggio più ecologiche, riciclabili o biodegradabili per ridurre l'impatto ambientale post-consumo.
- Tracciabilità e trasparenza: Implementazione di sistemi avanzati per garantire la completa tracciabilità del prodotto, dalla fattoria alla tavola, fornendo ai consumatori informazioni dettagliate sull'origine e sul processo produttivo.
Queste innovazioni mirano a soddisfare le crescenti esigenze dei consumatori in termini di salute, benessere e sostenibilità, mantenendo al contempo la convenienza e la versatilità del latte in polvere. L'Olvega latte magro in polvere, inserito in questo contesto, si posiziona come un ingrediente moderno e funzionale per una vasta gamma di applicazioni.